FIW FIW漆包线(登高达电业)
FIW FIW漆包线(登高达电业)
- 产品详情
- 产品参数
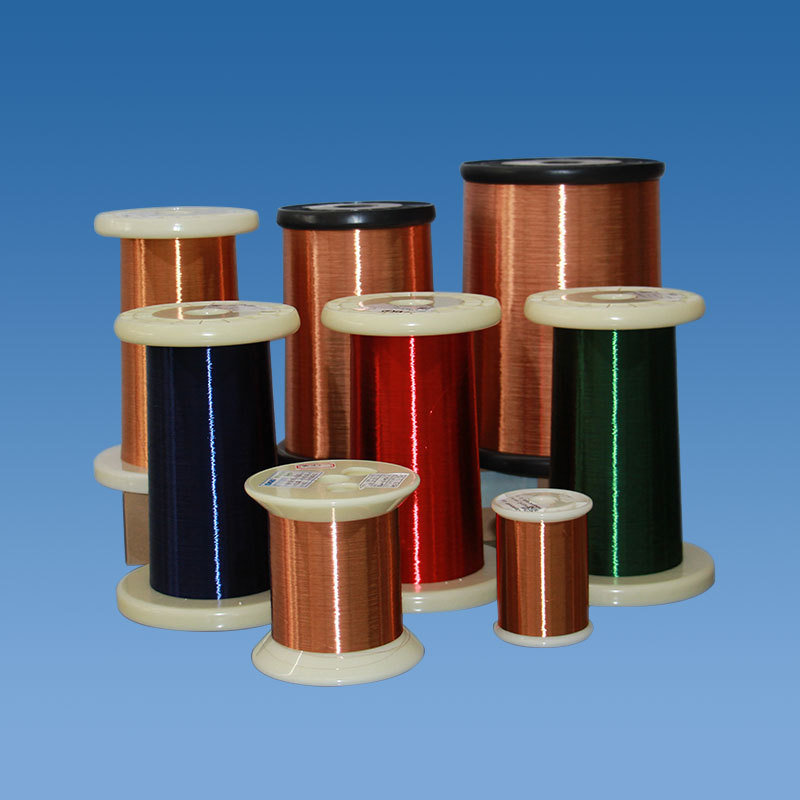
FIW线
180级直焊性
(超高耐压产品用线)
FIW线在业界定义为完全绝缘漆包线,但从性能的角度FIW线在很多领域可替代传统的TIW(三层绝缘线),FIW线能满足F级绝缘线要求,已通过VDE和UL安规认证。
产品满足IEC 60317-56和60317-0-7和NEMA MW85标准
测试条件IEC 60851和IEC UL 60950附录U
一、登高达FIW线产品特点
Ø 绝缘层品种:直焊性聚氨酯漆包线;
Ø 耐热等级: 180级(电磁线)/155级(绝缘线)
Ø 规格范围: 0.050mm~0.600mm
Ø 漆膜厚度: 根据客户耐压要求定制不同漆膜厚度等级: FIW3~FIW9
Ø 颜色定制 : 多达6种以上颜色
Ø 可制作带自粘层的FIW线,可以对FIW线进行深加工,例如多股绞线、多股平行线
Ø 耐压水平: 超过15KV的击穿电压:6000V/1min OK
Ø 直焊性: 可直焊,且焊锡时间短,390℃ 3-4S 焊锡后回烧距离≤1.00mm,制作变压器不需要夹套管;
Ø 具有优良的耐磨性和漆膜柔韧性,适合高速自动绕线机作业,提高加工效率
Ø 绕制的线圈小型化、轻薄化
Ø 优良的同心度:
(如下图所示剪取3~125px长度铜线进行切片,在金相显微镜(200X)下进行测量)

二、产品应用领域
第一类:网络变压器类
主要应用在:智能电表、高要求的网络变压器,如防雷击产品,户外无线传输摄像器,无人机,以及军工产品。
这一类的产品结构主要是四种颜色的线材(一般为金色,红色,蓝色,绿色)以特定的节数进行扭绞,在按照特定的圈数穿到磁环上,最终组装到胶壳中(如下图)
第二类:电源变压器类
主要应用在替代现有的三层绝缘线,如手机充电器(如下图),电源供应器(如下图)等变压器上。
这一类产品多为单根或双根线材并绕到骨架上
替代用普通绝缘线材绕制的变压器,因用普通线材的耐压达不到产品要求,所以此类变压器多用绝缘胶或绝缘胶纸进行浇灌和缠绕,用FIW线可以简化生产流程,提高效率降低成本。
第三类:其他特殊领域
;){kind=link}